Ang pagtanggap ng iyong modelo ng CAD, sinusuri namin at disenyo ng pagsusuri sa teknolohiya ng engineering at ang aming mga makina ng CNC ay kiskisan o machine ang iyong bahagi sa isang araw. Gayunpaman, sa lahat ng mga teknolohiya na ginagawang posible, ang kadahilanan ng tao ay nananatiling kritikal at madalas na salarin sa likod ng mga paulit -ulit na problema na nakikita natin sa mga machined na bahagi ng CNC. Ang pag -iwas sa mga 5 karaniwang pagkakamali ay makakatulong na mapabuti ang mga disenyo, mabawasan ang oras ng pagtakbo, at potensyal na mabawasan ang pangwakas na gastos sa pagmamanupaktura.
1. Iwasan ang mga pag -andar na nangangailangan ng hindi kinakailangang pagproseso
Ang isang karaniwang pagkakamali ay ang pagdisenyo ng isang bahagi na hindi nangangailangan ng pagputol ng makina. Ang hindi kinakailangang machining ay nagdaragdag ng oras ng pagtakbo ng bahagi, isang pangunahing driver ng pangwakas na gastos sa produksyon. Isaalang -alang ang halimbawang ito kung saan tinutukoy ng disenyo ang kritikal na pabilog na geometry na kinakailangan para sa application ng bahagi (tingnan ang imahe sa ibaba). Kinakailangan nito ang mga butas/tampok ng machining square sa gitna at pagkatapos ay pinutol ang nakapalibot na materyal upang maihayag ang natapos na produkto. Gayunpaman, ang pamamaraang ito ay nagdaragdag ng isang makabuluhang halaga ng oras ng pagtakbo upang maproseso ang natitirang materyal. Sa isang mas simpleng disenyo (tingnan ang imahe sa ibaba), pinuputol lamang ng makina ang bahagi mula sa bloke, tinanggal ang pangangailangan para sa karagdagang, nasayang na labis na pagproseso ng materyal. Ang mga pagbabago sa disenyo sa halimbawang ito ay gupitin ang oras ng makina ng halos kalahati. Panatilihing simple ang disenyo upang maiwasan ang labis na oras ng pagtakbo, walang saysay na machining at idinagdag na gastos.
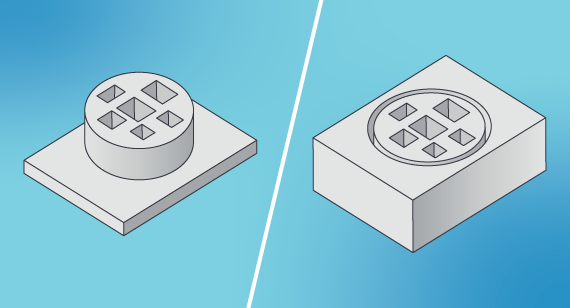
(Ang kanang bahagi ay mas simple kaysa sa kaliwang bahagi, at hindi na kailangan ng labis na pagproseso ng labis na materyal)
2. Iwasan ang maliit o nakataas na teksto
Ang iyong bahagi ay maaaring mangailangan ng isang machined na numero ng bahagi, paglalarawan o logo ng kumpanya. O maaari mong isipin ang ilang teksto ay mukhang cool sa isang tiyak na seksyon. Gayunpaman, ang pagdaragdag ng teksto ay nagdaragdag din sa gastos. Ang mas maliit na teksto, mas mataas ang gastos. Ito ay dahil ang napakaliit na mga mill mill na kinakailangan upang i -cut ang text run sa medyo mabagal na bilis, pagtaas ng oras ng pagtakbo at sa gayon ang pangwakas na gastos. Gayunpaman, kung ang iyong bahagi ay maaaring mapaunlakan ang mas malaking teksto, ang mas malaking teksto ay maaaring maputol nang mas mabilis, pagbabawas ng mga gastos. Kung posible, pumili ng malukot sa halip na itinaas ang teksto, na nangangailangan ng paggiling ng materyal upang lumikha ng mga titik o numero sa bahagi.
3. Iwasan ang matangkad, manipis na pader
Ang mga tampok ng dingding sa mga disenyo ng bahagi ay madalas na nakakalito. Ang mga tool na ginamit sa CNC machine ay gawa sa matigas, mahigpit na mga materyales tulad ng tungsten carbide at high-speed steel. Gayunpaman, ang tool ay nag -deflect o yumuko nang bahagya sa ilalim ng mga puwersa ng machining, tulad ng ginagawa ng pagputol ng materyal. Maaari itong humantong sa mga problema tulad ng hindi kanais -nais na corrugated na ibabaw at kahirapan na matugunan ang mga pagpapahintulot sa bahagi. Ang mga dingding ay maaari ring maliitin, yumuko o masira.
Ang mas mataas na dingding, mas malaki ang kapal na kinakailangan upang madagdagan ang higpit ng materyal. Ang mga pader na 0.508 mm o mas maliit ay madaling kapitan ng pagbagsak sa panahon ng pagproseso at maaaring yumuko o mag -warp mamaya. Subukan na huwag magdisenyo ng mga pader na masyadong makapal, dahil ang pamutol ay karaniwang umiikot sa 10,000 hanggang 15,000 rpm. Ang isang patakaran ng hinlalaki para sa mga dingding ay isang ratio ng aspeto ng 3: 1. Magdagdag ng isang 1 °, 2 ° o 3 ° draft sa dingding sa taper kaysa sa patayo, na nagbibigay -daan para sa mas madaling machining at nag -iiwan ng mas kaunting natitirang materyal.

4. Iwasan ang mga maliliit na tampok na maaaring hindi mo kailangan
Ang ilang mga bahagi ay naglalaman ng mga parisukat na sulok o maliit na mga grooves ng panloob na sulok upang mabawasan ang pangkalahatang timbang o mapaunlakan ang iba pang mga sangkap. Gayunpaman, ang panloob na anggulo ng 90 ° at maliit na uka ay napakaliit para sa aming mas malaking cutter. Ang paglikha ng mga ito ay nangangahulugang pagpili ng mga sulok na materyales na may mas maliit at mas maliit na mga tool. Maaari itong magresulta sa paggamit ng anim hanggang walong magkakaibang kutsilyo. Ang lahat ng mga pagbabago sa tool na ito ay nagdaragdag ng runtime. Upang maiwasan ito, alamin muna ang kahalagahan ng mga grooves. Kung nandoon lamang sila upang makatipid ng timbang, bisitahin muli ang iyong mga disenyo at maiwasan ang pagbabayad para sa mga materyales sa makina na hindi kailangang i -cut.
5. Pag -isipan muli ang pangwakas na makinang bahagi
Madalas kaming nakakakita ng mga disenyo para sa mga bahagi ng iniksyon na na -upload sa aming mga serbisyo ng machining para sa prototyping bago bumili ng isang amag. Ngunit ang bawat proseso ay may iba't ibang mga kinakailangan sa disenyo, at maaaring mag -iba ang mga resulta. Ang mga makapal na tampok na makina ay maaaring makaranas ng mga dents, warpage, blowholes, o iba pang mga problema kapag naghuhulma. Ang isang mahusay na dinisenyo na hinubog na bahagi na may mga buto-buto, grooves, at iba pang mga tampok ay nangangailangan ng isang mahabang oras ng pagtakbo sa makina.
Ang punto dito ay: Ang mga disenyo ng bahagi ay madalas na na -optimize para sa kanilang proseso ng pagmamanupaktura. Maaari kang magsimula sa pamamagitan ng pagkonsulta sa aming koponan upang malaman kung paano baguhin ang disenyo ng bahagi ng amag para sa machining, o ang prototype injection na paghubog ng bahagi sa panahon ng panghuling produksyon.
------------------------------------------------------------




